
DIN7991 Försänkt skruv med sexkantshylsa, kvalitet Kolstål, förzinkat, kvalitet 8.8 10.9





DIN7991 Försänkt skruv med sexkantshylsa, kvalitet Kolstål, förzinkat, kvalitet 8.8 10.9
Beskrivning
SNABBTSvar
SNABBTCitat
SNABBTLeverans
KLAR ATT LEVERERAS
10000+ Artikelnummer i lager
Vi åtar oss RTS-artiklar:
70 % levererade varor inom 5 dagar
80 % levererade varor inom 7 dagar
90 % levererade varorinom 10 dagar
Storbeställningar, vänligen kontakta kundtjänst

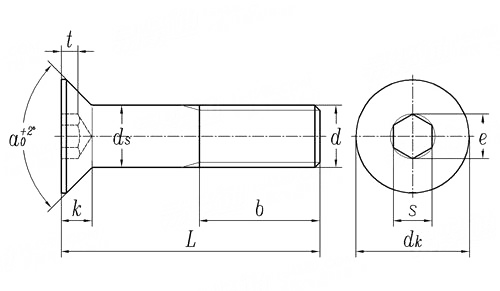
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Tonhöjd | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 |
| α | totalt (+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125 mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| L>200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Max=Nominell | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min | 5.7 | 7,64 | 9,64 | 11,57 | 15,57 | 19.48 | 23.48 | 26,48 | 29,48 | 32,38 | 35,38 | 35,38 | 38,38 | |
| ds | Max=Nominell | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min | 2,86 | 3,82 | 4,82 | 5,82 | 7,78 | 9,78 | 11,73 | 13,73 | 15,73 | 17,73 | 19,67 | 21,67 | 23,67 | |
| e | Min | 2.3 | 2,87 | 3,44 | 4,58 | 5,72 | 6,86 | 9.15 | 11.43 | 11.43 | 13,72 | 13,72 | 16 | 16 |
| k | Max | 1.7 | 2.3 | 2,8 | 3.3 | 4.4 | 5,5 | 6,5 | 7 | 7,5 | 8 | 8,5 | 13.1 | 14 |
| s | Nominell | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min | 2,02 | 2,52 | 3.02 | 4.02 | 5.02 | 6.02 | 8,025 | 10,025 | 10,025 | 12,032 | 12,032 | 14,032 | 14,032 | |
| Max | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8,175 | 10,175 | 10,175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Max=Nominell | 1.2 | 1.8 | 2.3 | 2,5 | 3,5 | 4.4 | 4.6 | 4.8 | 5.3 | 5,5 | 5,9 | 8,8 | 10.3 |
| Min | 0,95 | 1,55 | 2,05 | 2,25 | 3.2 | 4.1 | 4.3 | 4,5 | 5 | 5.2 | 5.6 | 8,44 | 9,87 | |
Detaljerad beskrivning


Höghållfasta fästelement ger sprödhet vid galvanisering. Kräver särskild uppmärksamhet.
Väteförsprödning kännetecknas vanligtvis av fördröjd brottbelastning. Det har förekommit bilfjädrar, brickor, skruvar, plåtfjädrar och andra galvaniserade delar, och inom några timmar efter att monteringen har brutits, har brottprocenten varit 40% ~ 50%. Vid användning av kadmiumpläterade delar av en specialprodukt uppstod batchsprickbrott, och ett nationellt nyckelproblem löstes och en strikt dehydrogeneringsprocess formulerades. Dessutom finns det vissa väteförsprödning som inte uppvisar fördröjda brottfenomen, såsom: galvaniseringshängare (ståltråd, koppartråd) på grund av upprepad galvanisering och betning är vätepenetrationen allvarligare, och uppstår ofta veck och spröda brottfenomen vid användning. Dornen på ett hagelgevär faller till marken och går sönder efter flera förkromningar. Vissa kylda delar (stor inre spänning) kommer att spricka vid betning. Dessa delar är kraftigt hydrerade och spricker utan yttre spänning, vilket inte längre kan användas för att återställa den ursprungliga segheten genom dehydrogenering.
Ju högre materialhållfasthet, desto större är känsligheten för väteförsprödning. Detta är ett grundläggande koncept som måste klargöras av ytbehandlingstekniker när de sammanställer specifikationer för galvaniseringsprocesser. Stål med en draghållfasthet σb > 105 kg/mm2 som krävs enligt internationella standarder bör utsättas för förpläteringsspänning och efterpläteringsdehydrogeneringsbehandling i enlighet därmed. Den franska flygindustrin kräver motsvarande dehydrogeneringsbehandling för ståldelar med sträckgräns σs > 90 kg/mm2.
På grund av den goda överensstämmelsen mellan stålets hållfasthet och hårdhet är det mer intuitivt och bekvämt att bedöma materialets väteförsprödningskänslighet utifrån hårdhet än hållfasthet. Eftersom en perfekt produktritnings- och bearbetningsprocess bör markeras med stålets hårdhet. Vid elektropläteringen fann vi att stålets hårdhet runt HRC38 började visa risk för väteförsprödningsbrott. För delar högre än HRC43 bör dehydrogenering övervägas efter plätering. När hårdheten är runt HRC60 måste dehydrogeneringsbehandling utföras omedelbart efter ytbehandlingen, annars kommer ståldelarna att spricka inom några timmar.
Förpackning






Om oss







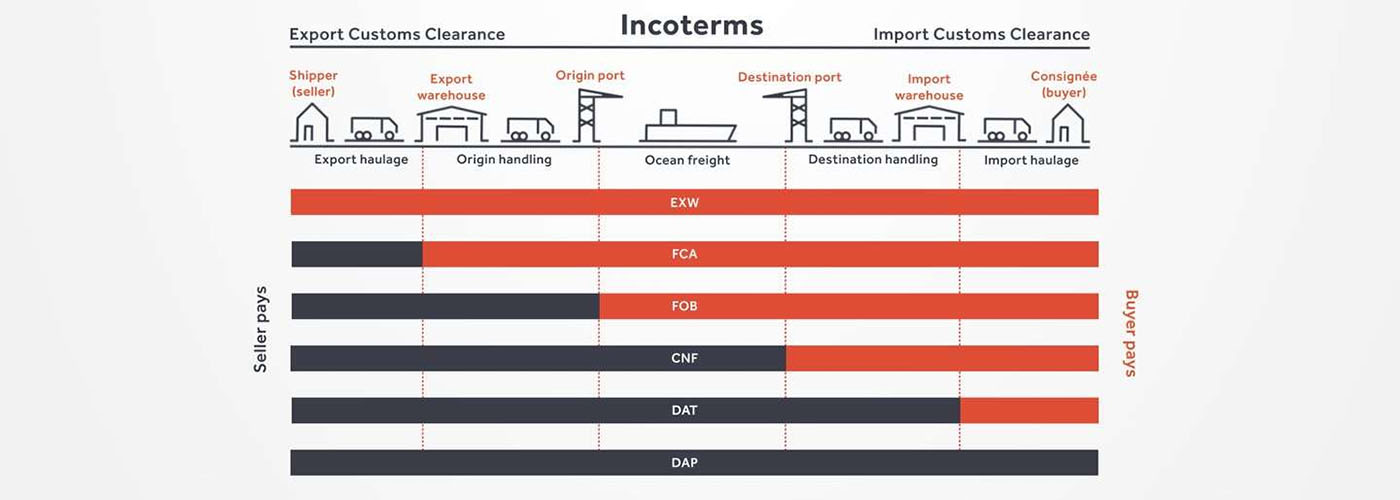
* Följande diagram identifierar de olika handels-Incoterms. Välj den du föredrar.
REA-PRODUKT
Kvalitet först, säkerhet garanterad





